




Food Industry
Material conveyance through fully-enclosed pipeline avoids dust and other foreign matter, thus ensuring the cleanliness of raw materials and product safety.
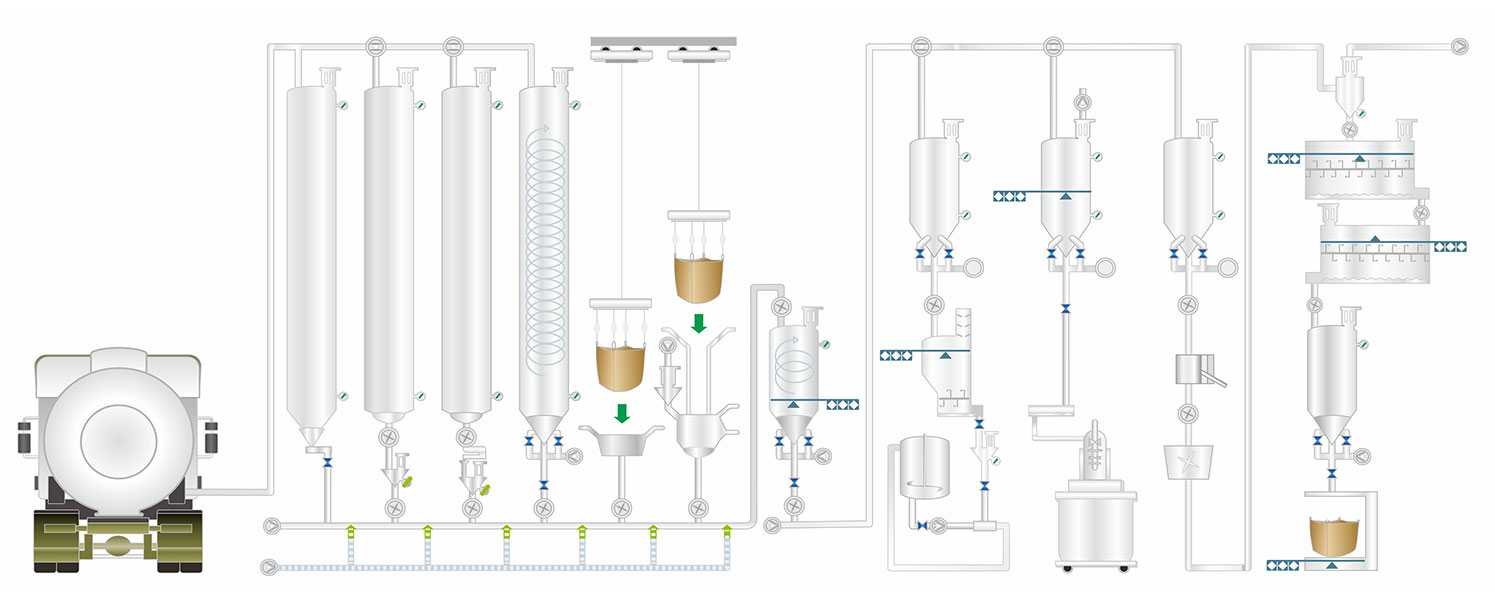
Solutions for Baked Food
The material handling process in food manufacturing is a systematic and rigorous procedure. It involves the management and control of all processes, including feeding, storage, conveying, and precise metering to ensure food safety, hygiene, and quality compliance.
Before flour becomes finished products like bread, cakes or cookies, it undergoes multiple processes. Material transfer among machines constitutes one of the most critical yet frequently inefficient phases in bakery production lines.
Client's Pain Points

Material leakage during conveyance causes waste and contaminates the production environment

High frequency of machine maintenance

Difficulty in sterilization

Dust leakage
Solution Advantages
-
 Increasing Production CapacityThrough a central control system, multiple baking production lines (bread, cake, cookies, etc.) are uniformly scheduled, with production capacity automatically allocated based on order demand to avoid overloading or idle operation of any single line. Additionally, it supports flexible switching of production plans—for example, producing toast and other staple breads in the morning, and switching to dessert cakes in the afternoon—thereby improving overall equipment utilization.
Increasing Production CapacityThrough a central control system, multiple baking production lines (bread, cake, cookies, etc.) are uniformly scheduled, with production capacity automatically allocated based on order demand to avoid overloading or idle operation of any single line. Additionally, it supports flexible switching of production plans—for example, producing toast and other staple breads in the morning, and switching to dessert cakes in the afternoon—thereby improving overall equipment utilization. -
 Modular DesignBy adopting a modular structure, the system enables flexible addition of production modules (such as new forming lines or baking lines), expansion of storage capacity, and upgrading of inspection systems according to the development needs of the enterprise. This eliminates the need for large-scale modifications to existing production lines, reducing the cost and time required for capacity expansion.
Modular DesignBy adopting a modular structure, the system enables flexible addition of production modules (such as new forming lines or baking lines), expansion of storage capacity, and upgrading of inspection systems according to the development needs of the enterprise. This eliminates the need for large-scale modifications to existing production lines, reducing the cost and time required for capacity expansion. -
 Digital ManagementThrough full-process digital management, production processes are made transparent and optimizable, helping enterprises achieve green factory certification, enhance brand image, and strengthen market competitiveness.
Digital ManagementThrough full-process digital management, production processes are made transparent and optimizable, helping enterprises achieve green factory certification, enhance brand image, and strengthen market competitiveness. -
 Compliance with Food Safety StandardsFrom design to implementation, the system complies with food safety production standards such as GMP, HACCP, and ISO 22000, ensuring that products meet food safety regulations.
Compliance with Food Safety StandardsFrom design to implementation, the system complies with food safety production standards such as GMP, HACCP, and ISO 22000, ensuring that products meet food safety regulations.
We look forward to your message
Fill in the information in the form, and we will provide you with more accurate recommendation information.
I understand and agree to use and transfer my personal information in accordance with the privacy statement